 全国服务热线
全国服务热线





快盈IV一、该设备由一条二工位或者4工位微机控制缠绕机组、钢制管模具蒸汽内加热及水冷脱模自控系统、以及辅助设备等组成。可生产管径为2"~28"(DN50~DN700),单根管长9.15或12m。生产线设计年产量180 km(以2"管、工作压力7MPa,每天16小时工作,每年按300天计算)。
二.纤维缠绕中高压环氧玻璃钢管道生产工艺描述
快盈IV2.1.环氧管的生产特征
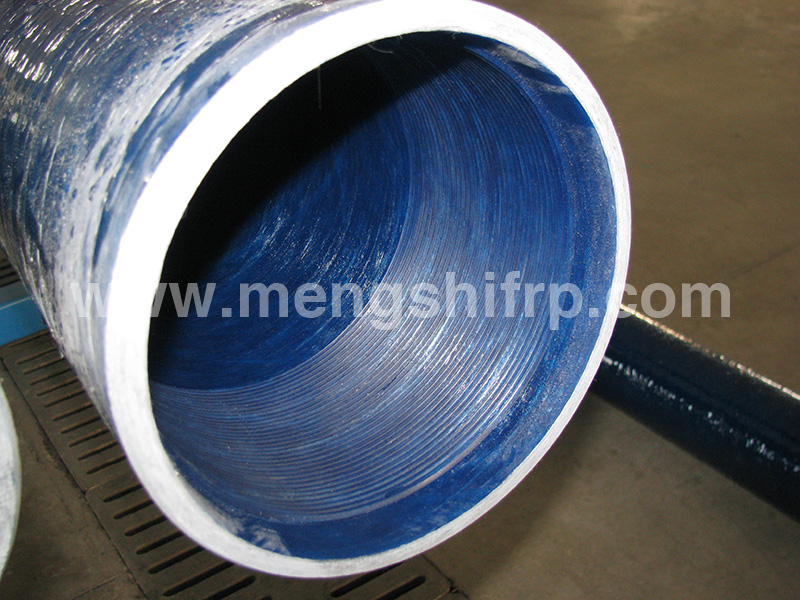
快盈IV2.1.1管体
快盈IV环氧玻璃钢管体是由玻璃纤维浸润环氧树脂,按预先设计的铺层缠绕而成,不同的铺层有不同的特征和作用。管体壁厚由设计条件计算而得(内压、外界环境压力、运输、操作、介质温度、环境温度等)。
2.1.2管端
本生产线生产的中高压玻璃钢管(2"~12")均采用螺纹连接,生产的高压玻璃钢管的阴螺纹是由管模具直接成型,是管体的一部分(端部),阳螺纹是由高精度的模具(或设备)模制而成。 12"采用粘接连接方式。
2.2管件
生产管件用树脂为环氧树脂或脂环胺系统。生产的管件同管体有相同的耐化学性和机械性能。通常采用阳模生产管件,常用的管件包括:弯头、三通、法兰、管箍等。
2.3.生产工艺描述
快盈IV本生产线生产工艺是建立在纤维缠绕技术和API、ASTM标准基础之上。
具体步骤:
a.原材料准备
所用主要原材料为玻璃纤维和环氧树脂系统。
b.管子的缠绕
玻璃纤维浸润树脂后在钢制管模具上按预先设计计算好的缠绕角进行螺旋缠绕,*终形成管体的结构。管体的阴螺纹是在缠绕管体过程中在管端缠绕成型(靠管模具实现)。
c.固化
快盈IV玻璃钢管子的固化是通过钢制管模具内蒸汽加热完成,加热范围为60˚C~180˚C。
d.脱模
管体的脱模(管体与模具分离)操作是在缠绕机组上在线完成。该脱模系统主要由钢制管模具的水冷系统.多功能尾座、钢制轨道、气动支承架、托动系统等组成。
快盈IVe.两端切断及加工管端锥面
脱模后的管体经管端切割机进行切割和修正。并通过磨轮磨削机加工管锥面。
f.阳螺纹的模制
在钢制环模上用阳螺纹胶泥模制阳螺纹,并同管端锥面配合(粘合)一起固化而成。
g.检验
生产出的管子100%通过静水压试验。并按API和ASTM标准的要求对*终产品进行相应测试和抽捡。
三、整套设备的组成:
1)2-4工位微机控制缠绕机(树脂自动加热)
2)模具内加热固化设备(PLC控制)
3)冷却、脱模设备
4 )切割、磨锥设备
5)模制阳螺纹设备
6)高压管件设备
7)制扣设备
8)试压设备
9)内加热高精模具
10)原材料预加热设备
11)排风设备
注:可根据客户要求配置,设计制作各种性能玻璃钢缠绕环氧制品的生产线
快盈IV详细技术清单请联系:0318-263 2268,133 9318 5008,欢迎光临惠顾

微信沟通
